Published on 08/01/2016 | Operations
I recently saw an article in Food Processing called “Are You Ready for the Industrial Internet of Things?” The opening line struck a chord. We use a lot of marketing speak when discussing new processes: Industrial Internet of Things (IIoT), industrial automation, big data, Industry 4.0. As a plant operator and manufacturer, it’s important to be familiar with these terms. But more important is to understand the application of the technologies and how a “good idea” to implement a new technology or system can become a great idea with the right application in manufacturing.
Many technologies that are part of the IIoT mainstream, such as the Cloud, frequently are not applicable to manufacturing market because many plant managers prefer to have the data in their own IT system and behind the firewall. Sure, there are pros and cons to this approach, but that’s not the purpose of this discussion: the fact is, the situation exists. So it is very important to understand the difference between a good idea and a good IIOT application.
When you start with the basics, it makes the process easier and more manageable. Let’s break it down into some simple steps.
One of the first steps in turning a good idea into a good application is to pull together the right team. A cross-functional team includes mixed skills from OT and skills from IT. Include professionals from the industry who will assess the real needs of the manufacturer or vendor and help them to take advantage of opportunities with the right mix of technology and best approach. We often see this is the case from a Six-Sigma background. The capability to apply advanced analytics on traditional SPC (Statistical Process Control) to move from off-line batch analysis to real-time analysis for the continuous improvement of the manufacturing plant.
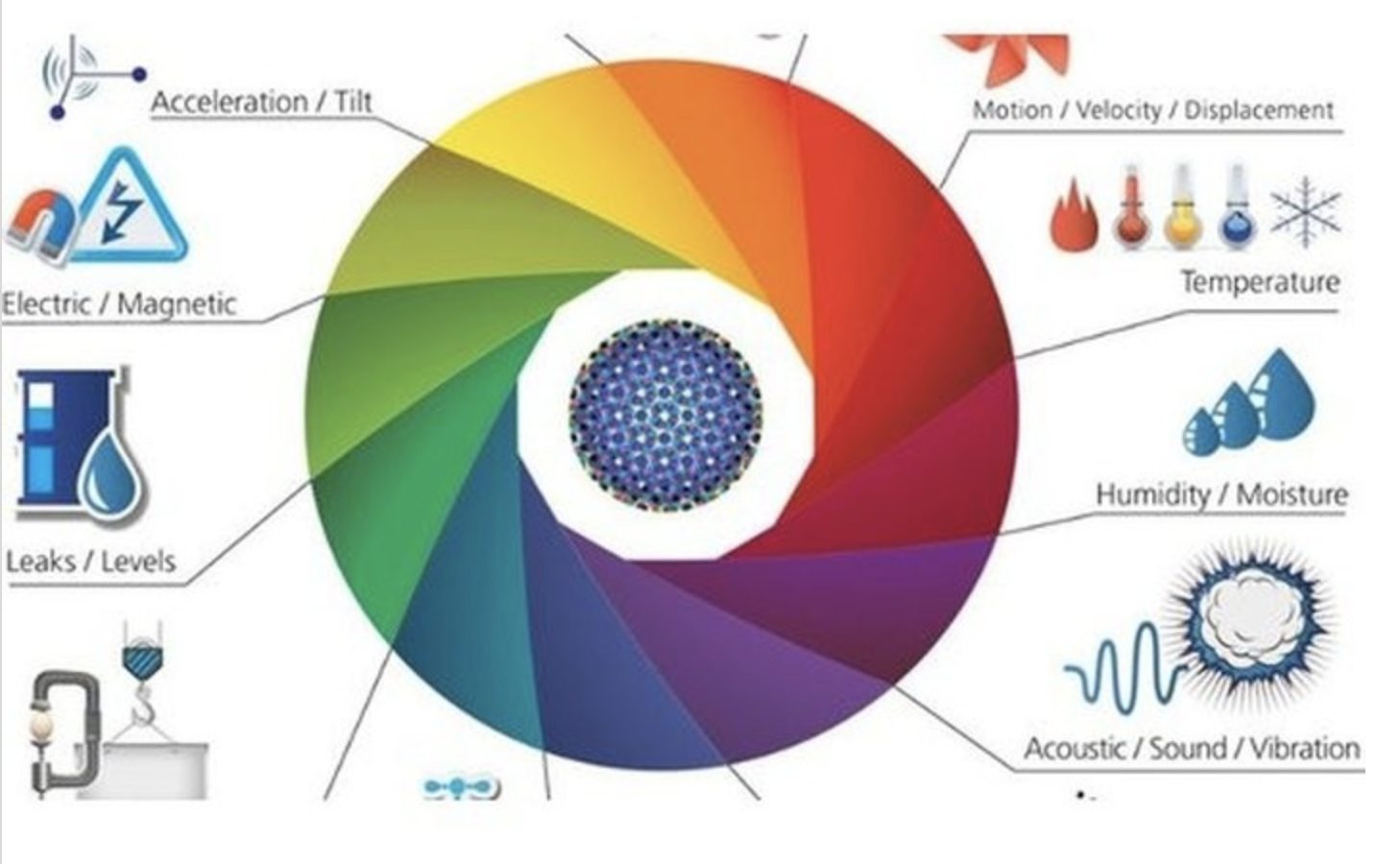
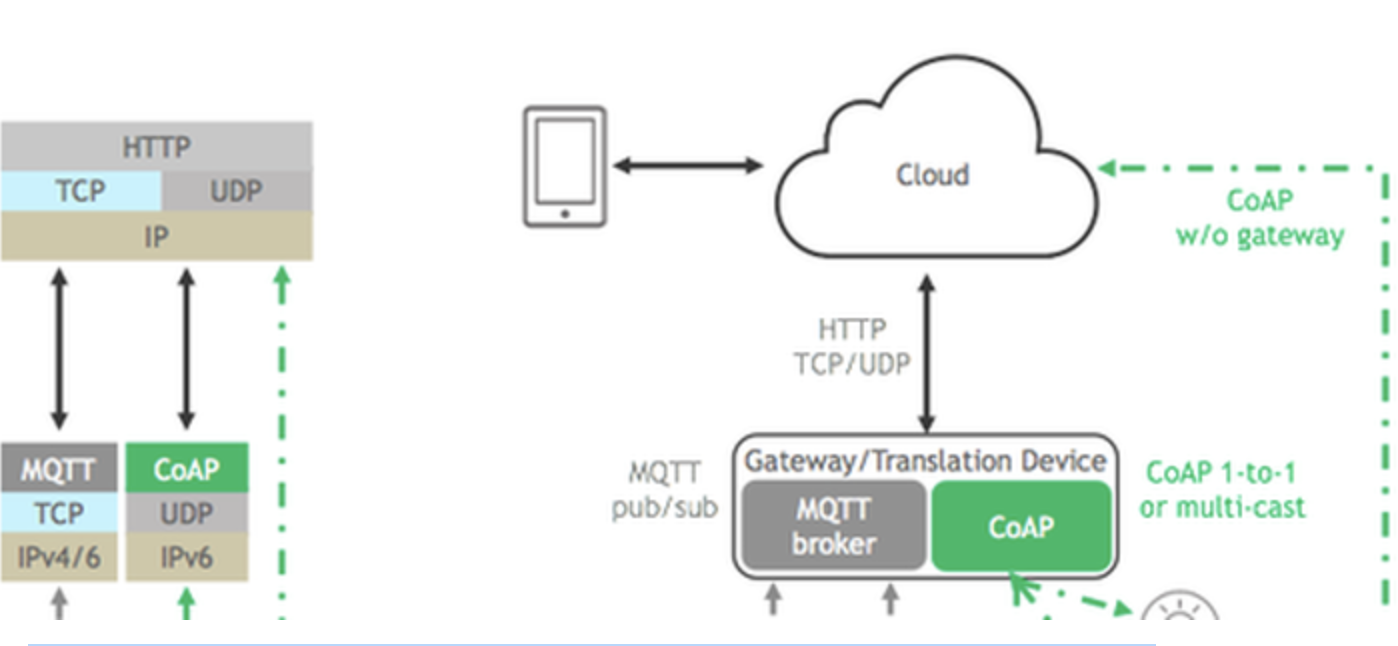
Make “visible” (i.e. connected and usable) what is invisible in the manufacturing plant with the application of industrial networking technology to standardize the communication of the plant. What you find in many plants today is a heterogeneous infrastructure with different brands and/or types of machines with no interoperable technology that makes the application of advanced automation and monitoring solution almost a nightmare. By implementing the right industrial network solution at this level, you’ve brought the factory into the 21st century and enabled all the benefits of IIoT to help your ROI (such as quality improvement, preventive maintenance, and energy efficiency, to name a few).
People are often intimidated by the term “Big Data”. Don’t be. It’s simply a way to define unstructured data that wasn’t collected and/or analyzed before. It’s important to clearly identify what kind of data you need and the right source that you already have. Maybe you need to add data points? Great, find a way to add that to your plant easily, economically, and without needing to update your network if anything changes. By understanding data, you’ll increase the effectiveness of your IIoT initiatives.
Define the right data aggregation strategy and create the data stream. Leveraging the advance analytics for the right analysis will bring about many benefits. Imagine earlier prediction of fault of quality issues or being able to schedule preventative maintenance at optimum times to ensure the least amount of disruption to the manufacturing line. The right analytics can do this!
As we’ve said before, all of these things alone are positive steps in the right direction. However, none are as effective individually as the whole process is when implemented well. Good application is key to bring a good idea to life, but for factory automation to truly succeed, the project need to materialize. Everything looks good on paper as a concept. So think big and start small! Build a small pilot to start on a single line of production, then create the application model (network solution, the right data collection strategy and data model) and obtain the first results. Analyze the results, fine tune, and then expand the final working solution to your entire plant or plants. If you do not take step-by-step action and make improvements, your investment in steps one through four was wasted. Don’t make this mistake.
There are many other factors to be considered when actually bringing a good idea (IIoT for factory plant floor automation) to life and turning it into a good IIOT application. In particular in manufacturing, having a partner who has “been there, done that” is crucial to guide you through this time, whether it be in helping to establish what invisible assets to connect, supplying the connection technology itself, offering a data collection solution, a sophisticated data collection and predictive analytics platform, or helping to craft an action plan, Wi-NEXT has the right knowledge in the industrial IOT processes and the product or service in its portfolio to suite your needs. From its stand-alone end-nodes to its Wi-STREAM platform featuring A4™ Edgeware Architecture technology for smart machine networking and distributed analytics, there’s a solutions for every good application for smarter manufacturing.