Streamlining ASIC Verification with Altium Designer: A Case Study on STMicroelectronics

Technology Category
- Processors & Edge Intelligence - Microcontrollers & Printed Circuit Boards
- Processors & Edge Intelligence - System on a Chip
Applicable Industries
- Education
- Electronics
Applicable Functions
- Maintenance
- Product Research & Development
Use Cases
- Manufacturing Process Simulation
- Virtual Prototyping & Product Testing
Services
- Hardware Design & Engineering Services
- System Integration
About The Customer
STMicroelectronics is a global leader in the semiconductor industry, serving customers across the spectrum of electronics applications with innovative semiconductor solutions. The company focuses on multimedia convergence and power applications, leveraging its vast array of technologies, design expertise, and combination of intellectual property portfolio, strategic partnerships, and manufacturing strength. In 2009, the company's net revenues were $8.51 billion. Within the data storage segment, the company designs ASICs that function as the brains inside the latest generations of hard-disk drives.

The Challenge
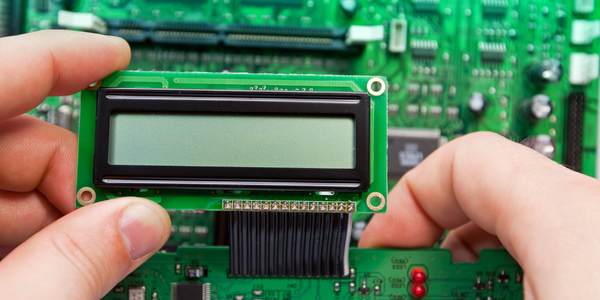
STMicroelectronics, a global semiconductor manufacturer, designs ASICs that function as the brains inside the latest generations of hard-disk drives. A critical step in the ASIC production is testing and verification using a custom development board. Each ASIC needs its own development board, designed and manufactured in parallel with the chip. These boards connect the prototypes to the motherboard and the hard drive assembly so engineers can put the ASIC through its paces. Any delay in the production of the boards threatens the rollout of the chip, as well as the company's bottom line. Last year, STMicroelectronics produced 11 of these ASICs, each requiring its own custom development board for evaluation. Just two engineers were responsible for these boards, producing a new one nearly every month. The engineers had to manage parts library maintenance, schematic capture, simulation, system design, PCB layout, and generating manufacturing files. The hard drive assemblies are notoriously difficult for their odd mechanical clearance rules, adding an extra layer of complexity to the process.
The Solution
To keep up with the pace of work, STMicroelectronics needed to find a design system that could improve the design process and minimize the amount of rework from project to project. They chose Altium Designer, a unified design system that manages everything from libraries, design and simulation, to PCB layout and generating the Bill of Materials and manufacturing drawings. The system’s integrated device library was a key factor in reducing unnecessary efforts. All the information is stored behind one object, making it easier to manage and boosting productivity. The unified functionality of the system encourages rapid product development and prototyping. Altium Designer also helps to make sure the first design is error-free through automatic design rule checking. The system automates checking for 3D mechanical tolerances as the PCB layout is created. To make this work, the engineers updated their parts library with actual part clearances and entered the hard drive assembly mechanical design into the system.
Operational Impact
Quantitative Benefit

Case Study missing?
Start adding your own!
Register with your work email and create a new case study profile for your business.
Related Case Studies.

Case Study
Remote Temperature Monitoring of Perishable Goods Saves Money
RMONI was facing temperature monitoring challenges in a cold chain business. A cold chain must be established and maintained to ensure goods have been properly refrigerated during every step of the process, making temperature monitoring a critical business function. Manual registration practice can be very costly, labor intensive and prone to mistakes.


Case Study
Cloud Solution for Energy Management Platform-Schneider Electric
Schneider Electric required a cloud solution for its energy management platform to manage high computational operations, which were essential for catering to client requirements. As the business involves storage and analysis of huge amounts of data, the company also needed a convenient and scalable storage solution to facilitate operations efficiently.

Case Study
Leveraging the IoT to Gain a Competitive Edge in International Competition
Many large manufacturers in and outside Japan are competing for larger market share in the same space, expecting a growing demand for projectors in the areas of entertainment, which requires glamor and strong visual performance as well as digital signage that can attract people’s attention. “It is becoming more and more difficult to differentiate ourselves with stand-alone hardware products,” says Kazuyuki Kitagawa, Director of Service & Support at Panasonic AVC Networks. “In order for Panasonic to grow market share and overall business, it is essential for us to develop solutions that deliver significant added value.” Panasonic believes projection failure and quality deterioration should never happen. This is what and has driven them to make their projectors IoT-enabled. More specifically, Panasonic has developed a system that collects data from projectors, visualizes detailed operational statuses, and predicts issues and address them before failure occurs. Their projectors are embedded with a variety of sensors that measure power supply, voltage, video input/ output signals, intake/exhaust air temperatures, cooling fan operations, and light bulb operating time. These sensors have been used to make the projector more intelligent, automatically suspending operation when the temperature rises excessively, and automatically switching light bulbs. Although this was a great first step, Panasonic projectors were still not equipped with any capability to send the data over a network.